-
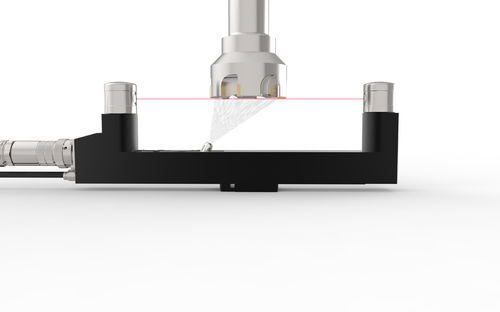
Бесконтактный измерительный зонд NC4 для калибровки оборудования с высокой точностью
Бесконтактные наладчики инструмента NC4 от компании Renishaw предоставляют высокоточную и скоростную возможность измерения инструментов и обнаружения их поломки, что позволяет эффективно контролировать производственный процесс на различных типах станков. Точность размеров в ходе обработки зависит от множества факторов, включая отклонения размеров и биение инструмента. Системы NC4 помогают пользователям управлять этими переменными, осуществляя измерения для широкого спектра задач.
-
Измерительный сенсорный щуп APCA-45Настройка инструментадля суровых условийвысокая точность
Надежно спроектирован для измерения инструментов в жестких условиях эксплуатации на токарных станках и в условиях многозадачной обработки. Потребность в интеллектуальном управлении процессом является ключевой для современных производителей, стремящихся улучшить качество и увеличить производительность и производительность. Датчик для настройки инструмента APCA-45 позволяет производителям внедрять автоматизированные измерения инструментов в токарной и многозадачной обработке. Эти измерения можно использовать […]
-
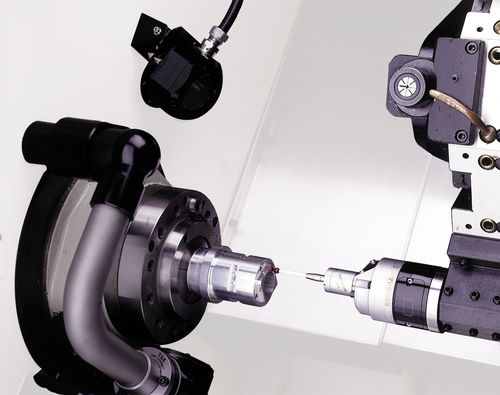
Оптический сенсорный щуп RP3 для калибровки инструмента, с надежным триггером.
Датчик RP3 предназначен для настройки инструмента и совместим с всей линейкой щупов Renishaw M4. Он идеально подходит для использования с рычагом настройки инструментов серии HP (включая HPRA, HPPA и HPMA). Доступен комплект для OEM-установок, что обеспечивает дополнительную гибкость. С углом перебега до 9° датчик обеспечивает повышенную долговечность. RP3 подходит для настройки кинематического датчика на токарных станках и для наладки заготовок.
-
Щуп-датчик m&h TS35.20 для настройки станков с водонепроницаемой защитой.
Устройство TS35.20 предназначено для настройки инструментов на фрезерных и обрабатывающих центрах, позволяя точно определять их геометрию. Оно оснащено прецизионным механизмом для измерения длины и радиуса инструмента, оценки отдельных режущих кромок и выявления их поломки. Измерения могут проводиться как в статическом, так и в динамическом режимах. Все процессы выполняются быстро благодаря циклам измерения m&h.